
发表时间:2022-05-24浏览次数:
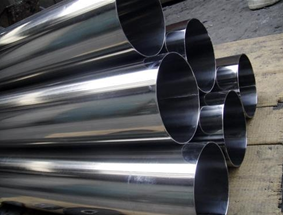
化学铜材抛光,铜材电解抛光,两种工艺均可使铜件达到光亮如新的效果。

铜表面抛光成镜面步骤:
(1)抛光操作过程中,按照说明书调制适合的铜抛光工作液,要求在常温通风处操作。
(2)将铜工件浸泡在铜抛光液中,约2-3分钟后取出铜,立即放入清水中充分冲洗,清洗工件上的残留药水。
(3)铜工件抛光清洗后,可进入喷涂、钝化等下一道工序。为防止铜工件再次变色,铜工件应风干钝化。
(4)在抛光过程中,当发现铜光泽度不符合要求时,应在抛光液中加入少量添加剂。添加剂量为原抛光液的1%-2%,添加剂应多次少量添加。如果抛光添加剂后仍不符合要求的,应更换新的抛光剂工作槽液进行抛光。
铜铸件化学抛光的注意事项:
1、盛装抛光液的工作槽以塑料PP槽为佳,不要使用金属、陶瓷等材质的容器。
2、抛光时要抖动或翻动工件,防止工件重叠面接触不到工作液,
3、工件不能一次性放太多,工件与工件之间要有一定的间隙。
4、充分清洗干净残留药液,特别是管道内部,防止带入下道工序工作液中。
5、请将产品置于阴凉通风处保存。
铜材电解抛光工艺流程:
除油脱脂→浸泡洗→电解抛光→浸泡洗→钝化→浸泡洗→烘干包装