
发表时间:2019-09-11浏览次数:
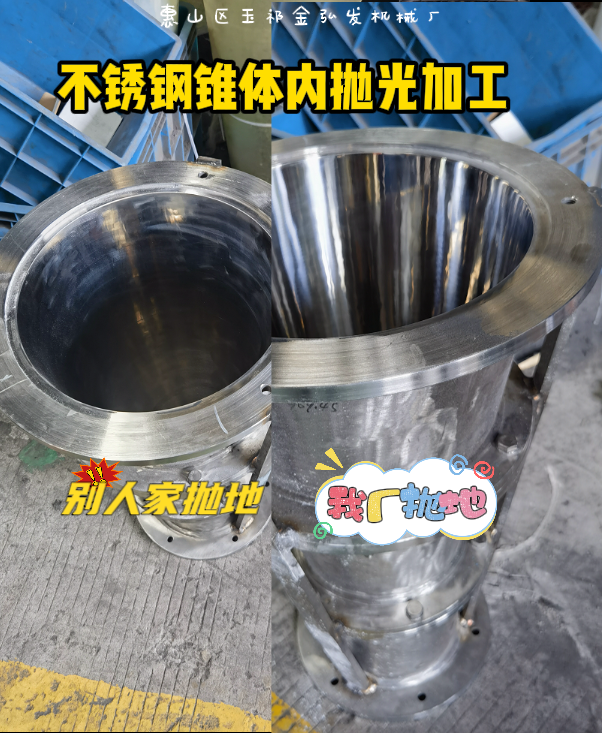
随着国内机械装备制造领域技数的发展,各行各业在设备开发过程中出现了一些传统工艺难-以加工的工件,这些工件对表面质量要求很高,设计外观呈镜面或镜面效-果。如何研究开发出新的抛光加工工艺解决好这些技数难题,是相关制造企业面临的一项新课题。现阶段,国-内大多数企业仍然采用传统的机械抛光加工工艺,磨轮与机件表面初始接触时,磨损量较大,机件表面精度无法保正。在磨具的挤压作用下,尖点金属开始产生塑性流动而被强制压入到微观凹坑内,隐藏了其表面真实形貌。在后期的使用过程中,由于疲劳磨损引起不断脱落,表面质量变得越来越差; 经这种工艺加工过的0件,外观光亮但没有明-显镜面效-果,表面粗糙度只能达到Ra 0. 1 μm 左右,且不易保正工件尺寸。

镜面抛光金属镜面加工技数加工具有以下一些优点:与传统的砂纸砂光、抛光、磨削比较。断续捶击,滚轮与工件的接触为高频振动。减小了相互间的摩擦,加工区温度大幅度降-低,避-免了因温度过高造成的外表缺陷;可以降-低三及以上,外表粗糙度大幅度降-低。可达到Ra0.02μm以下;工件外表会产压应力,提-高已加工表面的耐-磨性、耐腐蚀性以及抗-疲-劳强度。金属镜面加工技数加工外表属于压缩型塑性变形。疲劳强度加深普通车床上可进行抛光加工,设备投资较少。经过简单改装。对大型和大型工件,抛光效-果明-显;生产效率较高。其加工效率相当于精车不产生切屑。